آلة تجميع الإبرة تحت الجلد التلقائي بالكامل
مقدمة موجزة
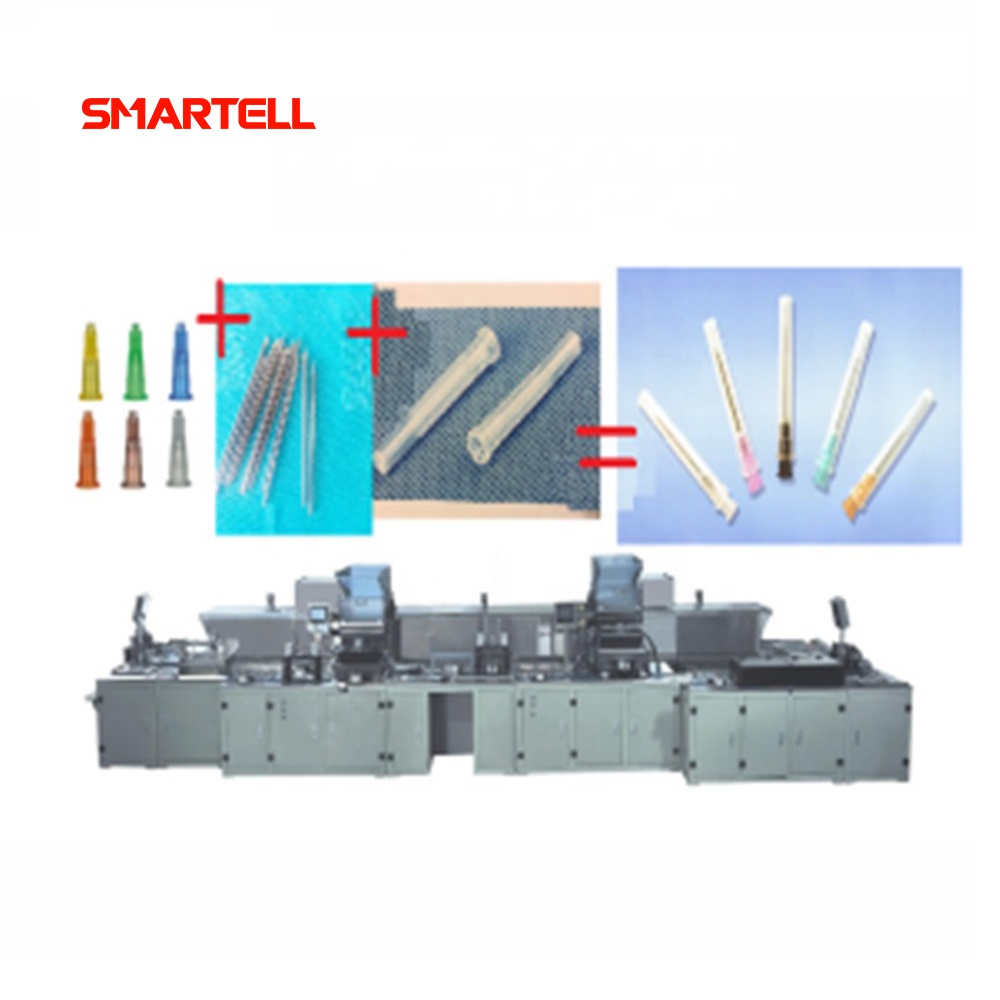
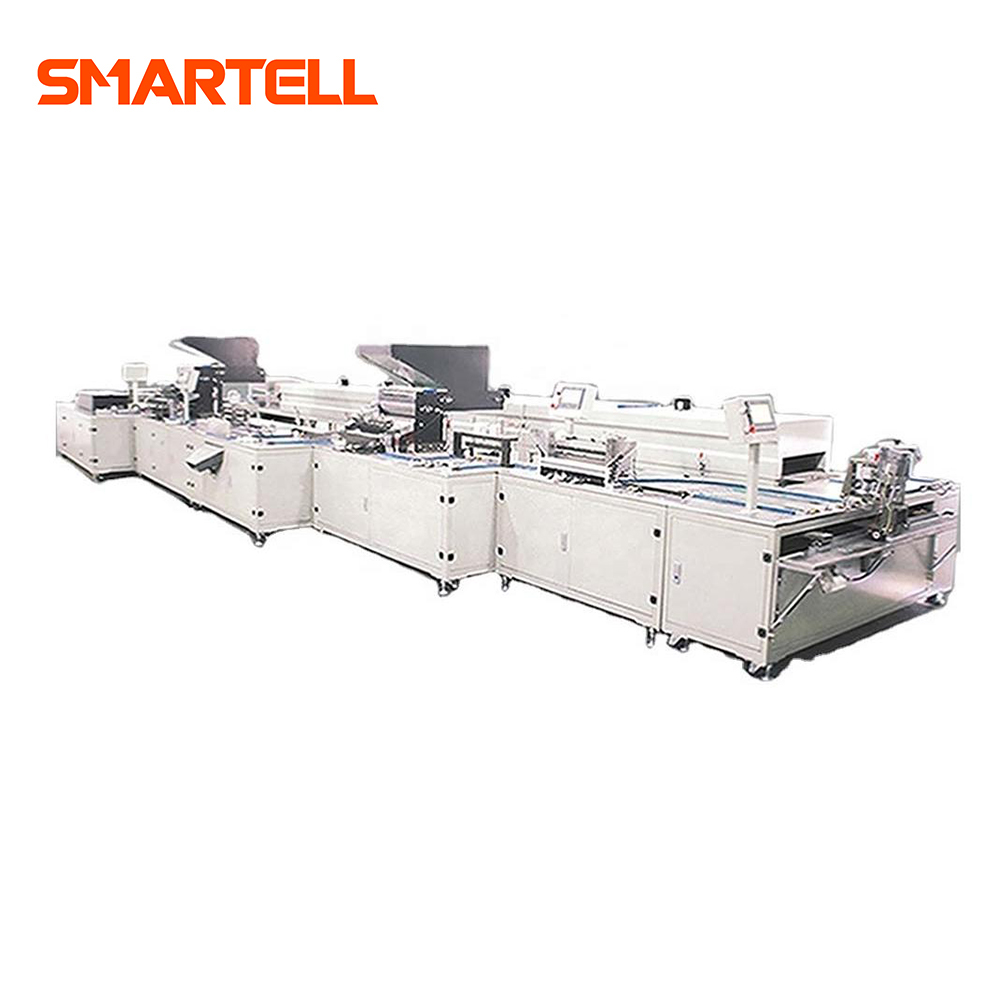
يتم استخدام هذه الآلة لتجميع ولصق المحور والقنية وغطاء الإبرة التي يمكن التخلص منها، بما في ذلك طلاء الزيت على القنية. يعتمد الجهاز نظام التحكم في البرمجة Keyence، واللوحة سهلة التشغيل من خلال شاشة اللمس. آلية طلاء المحرك المؤازر سلسة وموحدة. نظام الكشف يعتمد نظام الصور Keyence CCD من اليابان، مع سرعة عالية تصل إلى 45 قطعة في ثانية واحدة للكشف عن الإبرة غير المؤهلة، والتكوين الهوائي يعتمد المكونات المستوردة. إنها أوتوماتيكية بالكامل والتي يمكن أن تقلل بشكل كبير من كثافة اليد العاملة للمشغلين.
مبدأ العمل
تتكون هذه الآلة من موضع تثبيت المحور، وموضع تركيب القنية، وموضع لصق الغراء، والتصلب في الفرن، وموضع زيت السيليكون المطلي، وموضع تثبيت الغطاء الواقي، وضغط الغطاء الواقي، وموضع وحدة التغذية التفريغية.
1. موضع تركيب المحور: يحتاج إلى مشغل واحد لوضع الرقصة التالية في المكان المحدد، وبعد ذلك سيتم فصل 50 قطعة من المحور عن القادوس تلقائيًا بواسطة هذا الجهاز، وصبها في الرقصة التالية تمامًا.
2. موضع تركيب القنية: يحتاج إلى مشغل واحد لوضع الرقصة التالية في المكان المحدد، وبعد ذلك سيتم فصل 50 قطعة من القنية عن القادوس تلقائيًا بواسطة هذا الجهاز، وصبها في المحاور على التوالي.
3. موضع لصق الغراء: هذا الجهاز تلقائي. عندما يقوم هذا الجهاز بتحفيز وصول الرقصة التالية، فإنه سوف يقود الرقصة التالية تلقائيًا إلى وضع العمل، ويقوم بتنظيف غراء الراتنج على مكان المفصل بين المحور والقنية. ثم أرسل الرقصة التالية تلقائيًا إلى مدخل الفرن. استيعاب محرك سيرفو ليكون حركة مستديرة. إنه يتغلب على حالة لصق الغراء السيئة التي تنشأ بسبب ضغط الهواء المتغير للأسطوانة.
4. التصلب في الفرن: هذا الجهاز أوتوماتيكي. بعد دخول الرقصة التالية التي تم دهنها بغراء الراتينج إلى الفرن، فإنها تجعل غراء الراتينج رفيعًا بشرط أن يكون بعد نصف ساعة وأقل من 120 درجة مئوية.
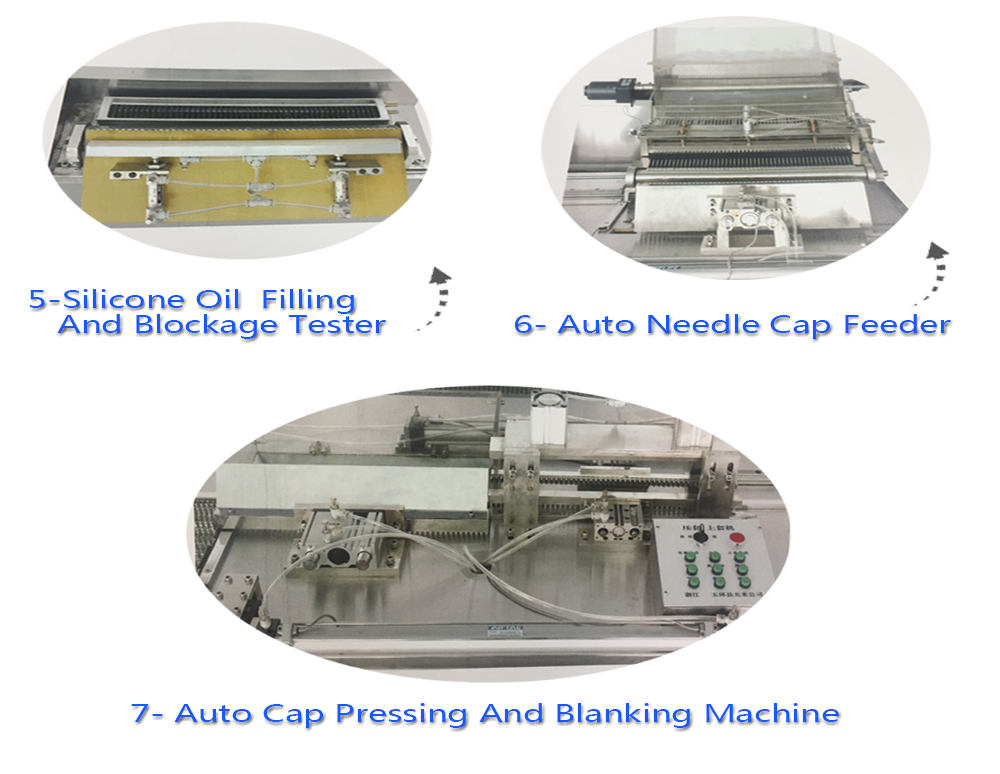
5. موضع طلاء زيت السيليكون: يحتاج هذا الجهاز إلى مشغل واحد. ضع الرقصة التالية التي تنزلق من الفرن إلى المكان المحدد للجبيرة، وقم بقلب الجبيرة. ثم قم بتغطية نصف كل قنية بزيت السيليكون. واختبار ما إذا كانت الإبرة محشورة بغراء الراتنج من خلال مراقبة المثانة الهوائية لفتحة زيت السيليكون.
6. موضع تركيب غطاء الحماية: يحتاج هذا الجهاز إلى مشغل واحد. سيتم وضع الرقصة التالية بزيت السيليكون في مكان معين. سيتم فصل 50 قطعة من الغطاء الواقي عن القادوس. والغطاء على المحور. وهذا يضمن أنها لن تؤذي الإبرة أثناء عملية تركيب الغطاء الواقي.
7. الضغط على الغطاء الواقي وتفريغ موضع وحدة التغذية. هذا الجهاز تلقائي. عندما يختبر هذا الجهاز أن الرقصة التالية ذات الغطاء الواقي المثبت تعمل إلى الموضع المحدد، فإنه سوف يضغط كل غطاء واقي تلقائيًا، ويفرغ تلقائيًا الإبرة النهائية من الرقصة التالية، وفي الوقت نفسه يتم تجميعها في خزان الدراجات.